

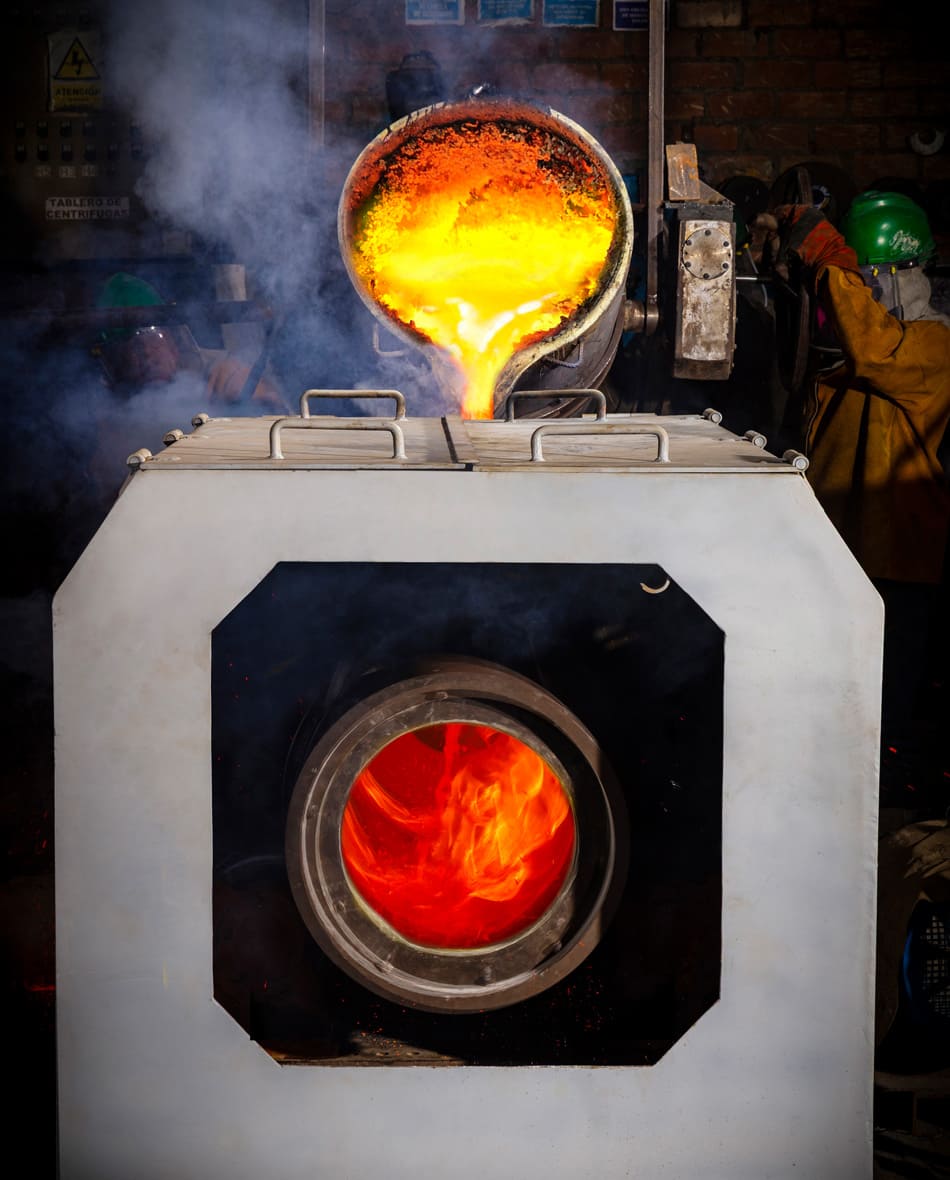
Fundición
Desarrollamos nuestro propio know how de fundición, colada, velocidad de nucleación y enfriamiento direccional, orientado a controlar el ordenamiento atómico y tamaño de grano de las aleaciones; así mismo, situamos el % Ni, % Sn y demás elementos aleantes en el rango superior de la Norma Técnica; para maximizar las propiedades mecánicas, sin perder sus cualidades antifricción.
Equipamiento
Contamos con cuatro hornos de 250, 450, 800 y 1200 kg de capacidad, que nos permiten fundir cojinetes y piezas desde menos de 1 kg hasta 1200 kg. Utilizamos técnicas de fundición centrífuga en máquinas horizontales y verticales, produciendo más de 1800 tamaños de cojinetes, anillos, mazas y piezas tubulares con simetría radial, en los siguientes rangos dimensionales:
- Diámetro externo: 30 a 1500 mm
- Longitud: 20 a 2000 mm
- Espesor mínimo de pared: 4 mm

Fundición Centrífuga
Referido como forjado de un metal líquido, consiste en el vertido del bronce o latón fundido en matrices metálicas que están girando a altas velocidades para que la fuerza centrífuga lo impulse y distribuya uniformemente en su cavidad, desplazando los gases e impurezas hacia el diámetro interior; los que son removidos en el primer desbaste.
La gran fuerza “G” liberada sobre el metal líquido (> 60 veces la gravedad normal) combinada con el enfriamiento rápido con agua desde el exterior, facilita la progresiva solidificación unidireccional hacia el eje de rotación; obteniendo piezas con:
- Prolongada vida útil debido a su estructura molecular uniforme, grano fino y compacto; libre de óxidos, segregaciones e inclusiones no metálicas.
- Propiedades mecánicas iguales en todas las direcciones (estructura isotrópica), lo que no ocurre en el proceso de forja, laminado o extrusión;
- Límite elástico, elongación, resistencia a la tracción, impacto, desgaste, fatiga, cargas excesivas y otras propiedades mecánicas/físicas; hasta 30% más altos, respecto a métodos de fundición estática.
- Elevada estanqueidad y estabilidad térmica a muy altas presiones.
Fundición Estática
Por sus formas irregulares, geometrías especiales y/o gran tamaño, un número importante de piezas; junto con los bronces al estaño con alto contenido de Pb (antifricción) no pueden ser centrifugados, por lo que se funden por gravedad en moldes de arena, (utilizando resinas sintéticas auto-fraguantes o el sistema CO2) y por el sistema de fundición giratoria.
- Inventario de modelos y matrices de piezas fabricadas regularmente.
- Cajas metálicas para el moldeo y colada en arena de las diferentes piezas.
- Grúa puente de 5 Tn.
- Pirómetro de inmersión para el control de la temperatura de colada.
- Mezclador de arenas de moldeo.
- Herramientas y utillaje en general.

Fundición de Babbitt
Los metales blancos, babbitt o antifricción son mezclas de Estaño, Antimonio, Cobre y Plomo con adiciones de otros metales en algunas aleaciones. Se producen disolviendo los metales aleantes, hasta pasar el límite de solubilidad en que se forman los cristales duros y dispersos englobados en la masa blanda y plástica del metal base. El número, tamaño, distribución y tipo de cristales formados, depende de la cantidad de elementos aleantes, las técnicas de fusión, colada y velocidad de enfriamiento; constituyendo su microestructura y son de vital importancia para las propiedades mecánicas y antifricción variables de uno a otro tipo de babbitt.
Básicamente un cojinete de babbitt debe soportar el peso y proporcionar una superficie no dañina al eje, además debe tener un límite elástico suficiente para evitar una deformación general, pero lo bastante bajo para permitir alteraciones locales combinado con alta resistencia a la fatiga y tensiones cíclicas, sin problemas de distorsión, fallar mecánicamente o sufrir corrosión; así mismo, cuando se produce contaminación del lubricante o falla la lubricación, se desgastará el babbitt (la aleación más blanda) en lugar del eje.


Siguiente proceso de fabricación